
Приспособление к токарному станку для навивки пружин
Пружиной можно назвать любую пластинку или спираль, способную пружинить, т. е. способную под действием определенной силы изменять свое первоначальное положение и восстанавливать его после прекращения действия силы. По форме пружины разделяют на цилиндрические, конические и спиральные, а по роду работы — на пружины, работающие на сжатие, растяжение и скручивание. На рис. 5.32 показаны наиболее часто встречающиеся пружины — цилиндрическая, коническая и специальная.
Рис. 5.32. Пружины:
a— цилиндрическая, работающая на сжатие;б— коническая, работающая на растяжение;в— специальная пружина, работающая на скручивание;d— диаметр проволоки;D^H
— внутренний диаметр пружины; /)ц — наружный диаметр пружины;
t— шаг пружины
Цилиндрическая пружина замеряется двояко: по внутреннему диаметру, если она должна быть посажена на шток или стержень (внутренний диаметр пружины необходимо также знать для подбора диаметра оправки при навивке пружины), и по наружному диаметру, если пружина должна быть заключена в трубу или в какое-либо отверстие. Наружный диаметр пружины равен внутреннему диаметру плюс два диаметра проволоки, из которой сделана пружина.
Средний диаметр пружины практически не измеряется, он служит лишь для производства технических расчетов.
У пружин различают шаг и длину.
Шагом
Длина пружины —
расстояние между ее торцами.
При подсчете витков пружины подсчитываются только рабочие витки.
У пружин, работающих на сжатие, с неприжатыми концами число рабочих витков определяется путем вычитания из числа всех витков по одному витку с каждого конца, и по 3/4 витка с каждого конца, если крайние витки прижаты и сточены для образования опорной плоскости.
Перед изготовлением пружины определяют длину ее заготовки по формуле
где / — длина заготовки проволоки;
Д, — средний расчетный диаметр пружины; п —
число витков пружины.
Пример 1.
Определить длину заготовки цилиндрической пружины, если диаметр проволоки
d =
3 мм, внутренний диаметр пружины Д>,, равен 20 мм, а число витков пружины 12.
Сначала определяем средний диаметр пружины:
Следовательно, длина заготовки:
Пример 2.
Определить длину заготовки цилиндрической пружины, если диаметр проволоки равен 2 мм, наружный диаметр пружины /)н равен 22 мм, а число витков пружины 10.
Определить длину заготовки для конической пружины, если внутренний диаметр пружины у одного конца равен 22 мм, а наружный диаметр у другого конца равен 32 мм, число витков 16, а диаметр проволоки 3 мм.
Средний диаметр у одного конца:
Средний диаметр у другого конца:
Средний расчетный диаметр:
Рис. 5.33. Навивка пружины:
а— в тисках при помощи ручных тисочков или с помощью изогнутого стержня;б— на токарном станке;в— на сверлильном станке
Навивка цилиндрических пружин производится в тисках (рис. 5.33я), на токарном (рис. 5.336) и сверлильном (рис. 5.33
Источник: studref.com
Навивка пружины на токарном станке
Это техпроцесс, в ходе которого проволока или лента подвергается обработке. В результате чего получаются навивка пружин различной формы: цилиндрической, конической, фасонной или плоской. Основным методом производства считается холодный способ. Навивка пружины выполняется на токарном станке, для этого используется специальное приспособление, вручную или с применением автомата. Производство подобных изделий, возможно и горячим методом, диаметр используемой проволоки от 10 мм. Выбор варианта навивки пружины зависит от размера и типа металла.

Технология изготовления: тарельчатые, плоские, спиральные и пластинчатые пружины
Суть технологии производства:
- Заготовки предварительно обрабатывают – резка/ фрезеровка/ штамповка (вырубка по контуру, создание отверстий) – зависит от типа пружины, используемого материала и пожеланий заказчика + закалка.
- Затем детали механически очищают от неровностей и заусенцев.
- Изделиям придают требуемую геометрию (их загибают, сверлят в них отверстия, зачищают и т.д.).
- Затем следует этап термической обработки (стальные детали обычно подвергают закаливанию и отпуску, бронзовые – дисперсионному твердению в вакуумной печи).
- Следующий этап – механическая обработка (пескоструйное покрытие, обработка дробью для прочности).
- Нанесение антикоррозийного покрытия (опционально).
- Старение детали для прочности.
Плоские, тарельчатые, пластинчатые и спиральные пружины производят на эксцентриковых прессах из стали различных марок и бериллиевых бронз. Как правило, для создания пружин этих типов за основу берут листовой, ленточный или полосовой прокат.
Мы предлагаем изготовление пружин этого типа на заказ, у нас большой ассортимент упругих элементов всех видов.
Как технологии производства пружин зависят от диаметров проволоки:
Малый диаметр
Пружины с поперечным сечением в диапазоне 0,2-4 мм
Холодная навивка, торцевание, термообработка, обжатие, заневоливание (горячее или холодное).
Пружины с поперечным сечением в диапазоне 4-12 мм
Холодная и горячая навивка с технологией, аналогичной вышеописанной технологии производства пружин с малым сечением.
Большой диаметр
Пружины с поперечным сечением в диапазоне 12-50 мм
Подходит только горячий способ навивки с предварительной оттяжкой концов или без. Остальные манипуляции аналогичны вышеописанным.
Нестандартные пружины на заказ
В эту категорию попадают упругие элементы нетипичных форм и размеров с поперечным сечением 0,2-50 мм.
Обходится такой «штучный товар» дороже, ведь необходимо перенастраивать оборудование под нетипичный формат деталей. Сюда относятся пружины для экспериментального, узкоспециализированного или единичного оборудования. Как пример «неформата» – пружины сжатия из прутков с квадратным сечением или полосового проката.
Как правило, для создания нетипичных упругих элементов используют не стандартные пружинонавивочные автоматы, а переоборудованные токарно-винторезные станки или оборудование, разработанное под конкретную партию. Такое происходит реже, но мы выполняем изготовление пружин на заказ не первый год – даже самые нестандартные требования и пожелания – для нас не помеха, детали уточняйте у наших консультантов.
Холодный способ изготовления
Технология навивки пружин на токарных станках в России считается более предпочтительной. Обусловлено тем, что горячий способ требует серьезных затрат связанных с приобретением дорогостоящего дополнительного оборудования. Холодный метод имеет ограничения по диаметру проволоки, он не превышает 16 мм. Оснастка для этого техпроцесса состоит из оправок, приспособленных для направления металлической нити на вращающейся катушке.

Вид зависит от формы пружины (цилиндрической, бочкообразной или конической). Приспособление для натяжения и направления проволоки представлено в виде двух вращающихся роликов. Причём верхний имеет винт, который позволяет регулировать натяг и направление. При холодной завивке пружин берется металл с необходимыми качествами, из него делают нужную деталь. В конце проводят термообработку с целью избавления от внутренних напряжений.
Сама технология выглядит так. Стальную проволоку подают через планку, установленную на суппорте оборудования, а конец фиксируется зажимом на оправке. Роликовое приспособление выполняет натяг металлической нити, который важен при изготовлении изделия. После включения станка, начинается намотка пружины, при этом скорость в зависимости от диаметра, используемого материла, находится в пределах 10 – 40 м/мин. Количество витков подсчитывается визуально или счетчиком. По окончании поделка подлежит мехобработке.
Это может быть технология торцовки для пружин сжатия абразивными кругами на специальных автоматах или на промышленных точилах. На изделиях другого профиля технологические концы подлежат обрубке или обрезке, используя специальное приспособление и соответствующий инструмент. Готовый продукт подвергается термообработке в электрических печах.
Технология термической обработки деталей зависит от материала. Для одних марок сталей отпуск и закалка, для других, в том числе и для бронзы – низкотемпературный отпуск, после которого поделки приобретают пружинящие свойства.
Готовую продукцию проверяют и испытывают на соответствие технологическим параметрам (растяжение, сжатие, изгиб, кручение). При необходимости или с согласия заказчика выполняется дополнительная обработка (гальваническое, лакокрасочное или другое покрытие).
Производство пружин способом холодной навивки
Метод холодной навивки плоских или винтовых пружин является наиболее распространенным. Для этого обычно используются токарные станки или специальные пружинонавивочные станки с программным управлением. Возможна также ручная навивка, однако этот способ используется только тогда, когда надо изготовить детали поштучно или очень малыми сериями.
Процесс холодной навивки винтовых пружин на станках имеет определенные этапы:
- сначала проводится визуальный осмотр проволоки и ее рихтовка для выявления расслоений и иных дефектов;
- затем холодный пруток навивают на специальном стане, обрезают и обрабатывают торцы;
- в отдельных случаях проводятся процедуры закалки и отпуска готового изделия для снятия внутреннего напряжения металла;
- после на пружину может быть нанесено гальваническое покрытие в зависимости от предназначения изделия.
Как видно, некоторые этапы не являются обязательными, и их наличие во многом определяется технологическими параметрами будущей пружины.
У метода холодной навивки пружин есть ряд минусов:
- он подходит только для проволоки диаметром до 16мм;
- пропуск этапа отпуска изделия может отрицательно сказаться на качестве продукции;
- слишком твердые прутки могут ломаться при холодной навивке.
При этом данные недостатки компенсируются одним важным достоинством — сравнительной дешевизной метода и, как следствие, его распространенностью.
Горячий метод изготовления
Навивки пружин на токарных станках таким методом доступны для изготовления изделий из пруткового материала диаметром 10 мм и более. Технологический процесс при этом состоит из ряда этапов:
- обрезка и последующий нагрев;
- оттяжка и вальцовка концов;
- повторный нагрев;
- навивка из нагретого материала;
- отрубаются концы заготовки;
- разводка и правка изделия, последующая термообработка;
- заточка и шлифовка торцов, защита от коррозии, контроль размеров и испытания (прочность, износостойкость и т. п.).
Нагрев заготовки выполняется в короткое время, при этом должно выполниться обязательное условие – равномерный по всему объему прогрев. Для горячей навивки требуется инструмент и оснастка (оправка, молотки, клещи, клинья и т. д.). Все перечисленное навивщику нужно иметь под рукой при выполнении работ по изготовлению пружин. Оправка нужна для навивки пружин на токарных станках, а с помощью клина крепится заготовка на ней. Клещи имеют форму губок обеспечивающих удержание, установку и поворот детали.
В процессе работы нужно руководствоваться технологическими инструкциями, которые обеспечат получение качественных изделий. С целью снижения отходов при изготовлении коротких изделий на оправку укладывается длинная спираль, т. е. делается заготовка на несколько деталей. Процесс навивки пружин на токарных станках большого размера включает практически те же этапы операции, что применяют для средних и мелких заготовок.
Особенности процесса завивки
Полученные после навивки пружины при эксплуатации, находятся в режиме многочисленных повторяющихся нагрузок. Поэтому они должны иметь высокие характеристики по упругости, в процессе работы выдерживать большое количество повторных загрузок без осадки и поломок. Первое означает, что пружины после нагрузки должны быстро восстанавливать заложенную форму и размеры. Практика показывает, что долговечность продукта, изготовленного на станке, напрямую зависит от качества и чистоты обработки проволоки. На поверхности пружин не должны быть царапины, волосовины, риски и другие дефекты, т. к. они приводят к резкому снижению эксплуатационных качеств изделия.
Важным моментом для навивки пружин считается использование оправок (приспособлений), они предупреждают коробление в момент закалки и при отпуске. Даже если деталь покоробилась при закалке, исправить ситуацию можно насадив ее перед процедурой отпуска на оправку. У пружин большого размера дефект, полученный при закалке трудно исправить, т. к. в этом случае затруднена фиксация на оправке. Чтобы этого не случалось нужно термообработку заготовки проводить уже на ней.

Приспособление для навивки пружин на токарном станке
- внутренний, средний или наружный диаметр продукта;
- общие и рабочие витки, их число;
- высота и шаг пружины с учетом последующей обработки.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Источник: stankiexpert.ru
Приспособление для навивки цилиндрических пружин
Винтовые цилиндрические одножильные пружины широко применяют в различных машинах и приборах. чаще всего пружины делают из проволоки круглого сечения, так как напряжения и деформации в них распределяются достаточно равномерно, да и стоимость их (по сравнению с другими пружинами) наименьшая.Предлагаемое приспособление служит для навивки цилиндрических пружин диаметром до 11 мм из проволоки диаметром 1,5 мм. Разумеется, размеры приспособления можно изменить для изготовления пружин из проволоки большего диаметра.
Приспособление для навивки пружин
Все детали приспособления выполняют из стали. Левая и правая стойки вырезаны из стальной полосы толщиной 5 мм. В каждой стойке прорезан паз шириной 8 мм. В данных пазах устанавливают стержень-ручку 4, а также призмы 5, которые подпирают снизу стержень-ручку, прижимая его к верхнему краю паза.
Стойка левая

Конструкция приспособления 1 — направляющая втулка; 2 — резьбовая шпилька; 3 — пластина-шагомер; 4 — стержень-ручка; 5 — призмы; 6 — левая стойка
У призмы имеется ползун, который, ходит в пазу стойки, обеспечивая нужное положение стойки относительно стержня-ручки.
При замене стержня-ручки одного диаметра на другой призму приходится перемещать. Призму с ползуном можно выточить целиком, а можно и изготовить ползун отдельно и впрессовать его в собственно в призму, как и сделано в данном случае.
В верхней части левой стойки предусмотрены отверстия для направляющей втулки 1 и для короткой резьбовой шпильки 2, на которой с помощью гайки укреплена пластина-шагомер 3 для регулировки шага навиваемой пружины. Учтите, что отверстие для проволоки в направляющей втулке сверлят после установки втулки на стойке, а подобное отверстие в резьбовой шпильке — после крепления на ней пластины-шагомера. В качестве основания для приспособления использована 12-миллиметровая стальная полоса размером 20×110 мм. С двух концов к основанию с помощью двух болтов прикреплены стойки 6.
Перед работой приспособление зажмите в тисках или закрепите парой струбцин к верстаку. Пропустите проволоку через ряд отверстий: в направляющей втулке, в шпильке, через прорезь на конце стержня-ручки и закрепите, обернув вокруг прорези в стержне.
Вращая стержень, уложите на него витки проволоки с необходимым шагом. Размер этого шага регулируйте пластиной-шагомером, поворачивая на шпильке, т.е. устанавливая соответствующий рабочий сектор пластины в нужное положение.
направляющая втулка
резьбовая шпилька

Призма
Пластина — шагомер
Намотав нужное число витков, остановите рукоятку. Будьте осторожны: освобожденная от нагрузки пружина способна несколько раз повернуть рукоятку в обратном направлении. Кроме того, при снятии с пружины нагрузки число ее витков уменьшится, а диаметр несколько увеличится. Так что диаметр стержня всегда должен быть меньше необходимого внутреннего диаметра пружины.
Поверхность готовой пружины наклёпывается, поэтому ее лучше отпустить при температуре 260-300°С (нагрев ведут в масле). Длительность выдержки при данной температуре — 5 минут на каждый миллиметр диаметра проволоки.
Предыдущая страница Вверх Следующая страница
Как навить бочкообразную пружину

НОВОСТИ
Появилась возможность изготовления пружин из проволоки квадратного и прямоугольного сечения; конических и бочкообразных пружин
ПЕРСПЕКТИВЫ
В 2015-2018 году планируются дальнейшее развитие основного производства: -Строительство дополнительных площадей для основного производства. -Приобретение, с целью обновления, нового высокопроизводительного навивочного оборудования.
| Полезные ссылки |
Качество и технологии
Рабочий инструмент и приспособления для навивки пружин
Для горячей навивки необходимы кузнечные клещи, молотки, гладкие цилиндрические оправки, клинья, нап
равляющие устройства и другие приспособления.
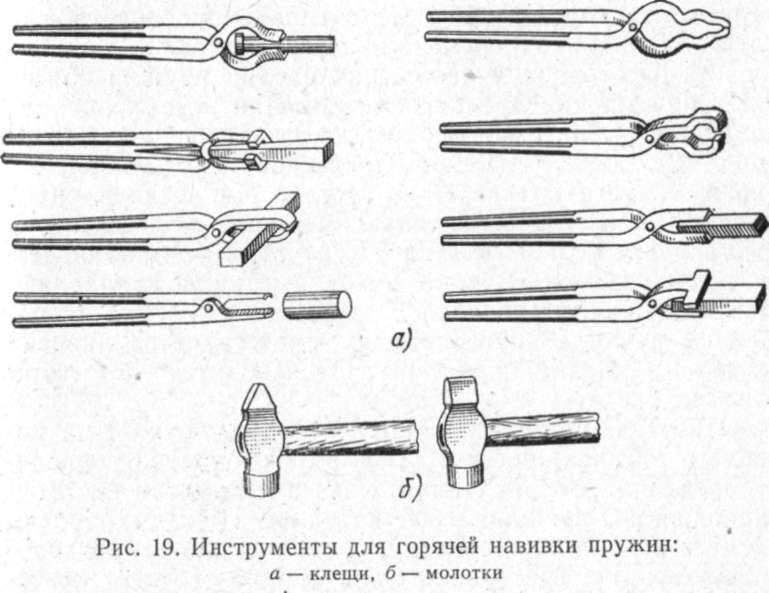
Клещи служат для удержания, поворота и установки нагретых заготовок пружин на гладкие оправки при навивке. На рис. 19, а показаны наиболее часто применяемые клещи. В зависимости от формы поперечного сечения заготовки клещи имеют соответствующую
форму губок, которыми они сжимают заготовку. Клещи должны соответствовать размерам сечения заготовки. Для удержания в губках клещей тяжелых заготовок применяют кольца или скобы, которые надевают на тот конец клещей, который держит рабочий.
Молотки (рис. 19, б) служат для установки и крепления заготовки клином на гладкой оправке. Молоток, имеющий массу 0,5—1,5 кг, насажен на ручку, изготовленную из прочного и вязкого дерева, например из березы или клена. Ручка молотка должна быть тщательно расклинена во избежание соскакивания с нее молотка при ударах.
Оправка необходима собственно для навивки пружины, а клин — для крепления заготовки на оправке.
Мелкие и средние пружины навивают в холодном состоянии. Пружины можно навивать вручную с применением несложных приспособлений, а также на токарных станках, оснащенных специальной оснасткой, и на холоднонавивочных пружинах автоматах.
Для изготовления небольших партий пружин применяют простейшие приспособления. Приспособление для навивки пружин, работающих на сжатие и растяжение (рис. 20), состоит из цилиндрической неподвижной оправки 4, установленной во втулке 5 и закрепленной стопорным винтом 3. Оправка имеет паз для крепления конца проволоки. Рукоятка / с втулкой устанавливается на оправку 4. Втулка имеет выступ с направляющей канавкой. Проволока 2 заправляется в паз и вращением ручки вокруг оправки осуществляется навивка пружины. Натяг пружины производится выступом втулки.
Оснастка, применяемая при навивке пружин на токарных станках, состоит из гладких оправок, приспособлений для направления и натяга проволоки на гладкие .оправки, вращающейся катушки. Гладкие оправки могут иметь цилиндрическую, коническую и бочкообразную форму. Материалом для оправок служит конструкционная углеродистая сталь. Форма гладких оправок зависит от формы пружин. Один из торцов гладких оправок имеет глухое центровое отверстие, которое служит для установки центра задней бабки. Конец проволоки крепится кулачком патрона передней бабки токарного станка. Для безопасной навивки пружины гладкая оправка поджимается центром задней бабки токарного станка.
Приспособление для направления и натяга проволоки при навивке пружин на токарных станках состоит из двух пар вращающихся роликов. Верхние ролики вращением винта могут перемещаться в вертикальном

направлении. Винт обеспечивает необходимое давление роликов на проволоку, увеличивая силы трения между ними. Приспособление обеспечивает постоянный натяг проволоки при навивке пружины.
Вращающаяся катушка представляет собой карусель (рис. 21). Катушка состоит из массивного основания с подшипником, в котором установлена вертикально стойка, свободно вращающаяся вокруг своей оси. На стойку надета катушка с мотком пружинной проволоки. Конец проволоки пропускают через установленную перед токарным станком стойку, которая при резке проволоки не позволяет ей спутаться на катушке.
Основным инструментом и оснасткой пружинонавивочных автоматов моделей ПН-1, А520, А521, А-522А, А524, А524А и другие являются: вращающиеся ролики правильного механизма для правки пружинной проволоки

входные, средние и выходные направляющие планки механизма подачи (см. рис. 39), навивочный палец (рис. 22), неподвижная оправка навивочного механизма (рис. 23), шаговая лапка с пальцем шагового механизма (см. рис. 45) и отрезной резец отрезного механизма (рис. 24).
Направляющие планки, неподвижная оправка, навивочный палец и отрезной резец обеспечивают надежную работу пружинонавивочного автомата, испытывают большие нагрузки при подаче и отрубке проволоки.
По вопросам размещения заказов на изготовление пружин обращаться:
+7(351)200-36-34
| Москва | Санкт-Петербург | Воронеж |
| Екатеринбург | Новосибирск | Краснодар |
| Красноярск | Нижний Новгород | Казань |
| Тольятти | Волгоград | Уфа |
| Пермь | Ростов-на-Дону | Самара |
| Тюмень |
© 2015-2018 ООО «Пружинно-навивочный завод». Изготовление и продажа металлических пружин: производство пружин кручения, навивка пружин сжатия, тарельчатые пружины. Предлагаем подвески и опоры трубопроводов, а также стопорные кольца.
Источник: www.chelmash.com
Приспособления и инструменты для токарных работ
Развернуть ▼
Приведены описания и чертежи прогрессивных приспособлений и инструментов к универсальным токарным станкам, применение которых способствует повышению производительности труда и качества обрабатываемых деталей, облегчению труда токаря, обеспечению условий для выпрлнения требований техники безопасности. Обобщен опыт новаторов, показано много различных конструкций приспособлений и инструментов, что дает возможность подобрать для конкретных условий работы наиболее рациональные из них. Предназначена для токарей. Может быть полезна мастерам, технологам но металлообработке, конструкторам по проектированию технологической оснастки и режущего инструмента, учащимся и преподавателям системы профтехобразования.
СодержаниеПредисловие Приспособления для закрепления деталей на токарных станкахТрехкулачковый реечный пневматический патрон Трехкулачковый пневматический патрон Самоцентрирующий пневматический патрон Цанговый патрон с пневматическим зажимом Центробежный цанговый патрон Инерционный шариковый патрон Рычажный цанговый патрон для станков тдпа ТВ-320 Цанговый патрон для станка типа 1Е61М Самозажимной цанговый патрон Быстроэажимной цанговый патрон для деталей диаметром от 5 до 20 шг Быстрозажимной цанговый патрон для деталей диаметром до 40 мм Быстрозажимной цанговый патрон для обработки деталей типа шайб Цанга с твердосплавными вставками Патрон для обточки и расточки эксцентриков Регулируемые кулачки к самоцентрирующим патронам Трехкулачковый патрон с сырыми — насадками Хомут для расточки кулачков самоцентрирующих патроно Безопасный, ключ к самоцентрирующим патронам Универсальный ключ к патрону и резцедержателю Ключ для самоцентрирующего патрона со сменными вставками Беззазорная оправка Оправка для обработки втулок без остановки станка Многоступенчатая оправка для обработки деталей типа колец и втулок Оправка для обработки пальцев Оправка для одновременной подрезкн двух торцов Оправка для обработки деталей без остановки станка Поводковый патрон Самозажимной поводковый патрон Самозажимной патрон для крепления валиков при нарезании резьбы в центрах Торцевой патрон для полувдстовой и чистовой обработки Вращающийся центр Шариковый упорный центр Универсальный корпус для съемных вращающихся центров Вращающийся центр-сверло Люнет с вращающимся самоцентрирующим патроном Вращающийся люнет для тонких заготовок Люнет для врезки тонких заготовок от прутка УпорыБарабанный упор Регулируемый внутришпикдельный упор Внутришпиндельный шариковый упор Внутришпнндельный пружинный упор Внутрицанговый упор Шариковый упор для отрезки заготовок Индикаторный упор для обработка ступенчатых деталей Приспособления и инструменты для центровки и сверления деталей Трехстороннее центровочное сверло Комбинированное центровочное сверло Насадка с центровочным сверлом на вращающемся центре Центровочное приспособление, закрепляемое на сверле Приспособление для центровки Эксцентриковое центровочное приспособление для обработки деталей небольших диаметров Приспособление для сверления глубоких отверстий на токарно-винторезном станке Реечное приспособление для глубокого сверления Приспособление для сверления отверстий малого диаметра Быстродействующее приспособление для сверления глубоких отверстий Револьверная головка к задней бабке токарного станка Револьверная 4 позиционная головка к задней бабке Качающаяся шарнирная оправка для крепления разверток Приспособления для обработки фасонных поверхностей Приспособление для полуавтоматической обточки ступенчатых валов Специальный вращающийся центр для обточки конусов Механизированное приспособление для обточки и расточки пологих конусов Приспособление для обточки конусов Приспособление с синусной линейкой для обточки конусов Копировальное приспособление для обточки фасонных поверхностей Приспособление для обточки фасонных поверхностей Приспособление для обточки сфер Приспособление с вращающимся столом для обточки сфер Приспособление для чистовой обточки сфер вращающимся резцом Приспособление с ручкой подачей для расточки сфер Приспособление для расточки сфер диаметром от 10 до 60 мм Приспособление для расточки сфер диаметром от 50 до 100 мм Приспособление для обработки внутренних шестигранников Приспособления для нарезания резьб, навивки пружин и накатки Резцовая головка для быстрого отвода резьбового резца Приспособление для скоростного нарезания резьб с плавным выводом резца Приспособление для скоростного нарезания наружных и внутренних резьб в упор Приспособление для нарезания внутренних резьб с автоматическим выводом резца Универсальное переналаживаемое приспособление для нарезания наружных и внутренних резьб в упор с автоматическим отводом резца Устройство для установки глубины резания при нарезании трапецеидальной резьбы с использованием прямого и обратного хода суппорта Приспособление для двухстороннего нарезания резьб Нарезание точных внутренних резьб блоком резцов Нарезание резьб дисковыми резцами Головка для калибрования резьб накатными роликами Делительное приспособление для нарезания многозаходных реэъб Центр-шаблон для установки резца при нарезании резьбы Плашкодержатель с автоматическим выключением в зависимости от длины нарезаемой резьбы Оправка для нарезания резьбы Подпружиненный плашкодержатель Плашкодержатель с винтовым пазом для резьбонарезного инструмента Головка с плаш ко держателем, закрепленным на вращающемся центре Откидное устройство для нарезания резьбы плашками Компенсирующий патрон для нарезания резьбы метчиками Патрон для нарезания резьбы метчиками Предохранительный патрон для нарезания резьбы метчиками Самоцентрирующий патрон для крепления метчиков Наборная оправка для навивки пружин на токарном станке Оправка для навивки длинных и тонких пружин Приспособление для навивки длинных и тонких пружин Универсальное приспособление для навивки пружин Универсальная головка для накатки Трехроликовэя головка для накатки Накатные кулачки Приспособления для крепления инструмента на токарных станках Дополнительный резцедержатель к станку ТВ-320 Дополнительная съемная бабка Многоинструментальный резцедержатель-планка Центрирующая головка к резцедержателю токарного стайка Устройство для установки резцов Универсальный резцедержатель Резцедержатель с механическим креплением инструментальных блоков Опора для отрезных резцов Предохранительная прокладка Борштанга для расточки люнетов на токарном станке Модернизированная пружинная державка для резьбовых резцов с круглым сечением Шарнирно-подпружннекная державка Державка с дисковым резцом Державка с многолезвийным отрезным резцом Клиновая державка для отрезного пластинчатого резца Комбинированная державка для резцов Державка для пластинчатых резьбовых резцов Державка для диагонального крепления резцов с квадратным сечением Державка для крепления пластин из твердого сплава прц расточке и нарезании внутренней резьбы Резцы цельные и с напайными пластинкамиОтрезной резец Сборкый отрезной резец Сборный двусторонний отрезной резец Двусторонний отрезной резец Резец для обработки ручьев шкивов для клиноременнон передачи Двухлезвийный расточной резец Специальный резец, для растачивания канавок Стружколомающая накладная пластинка для токарных резцов Резцы с механическим креплением твердосплавных пластинок Резец с эксцентриковым креплением пластинки Резец с механический креплением фасонной пластинки. Резец с клиновым креплением пластинки Резец с механическим креплением многогранной пластинки Подпружиненный резец с механическим креплением пластинки Резецс механическим креплением круглой пластинки Резьбовой резец с механическим креплением пластинки Приспособления и инструменты для токарно-лекальной обработкиПритир для доводки валиков Притир для доводки гладких колеи Притир для доводки глухих отверстий больших диаметров Приспособление для установки деталей при доводке Разные приспособления и инструменты«Ловушка» для стружки Приспособление для ремонта вращающихся центров Шаблон для затачивания сверл Устройство для снятия фасок при отрезке заготовок Конусное сверло-развертка Сверло с эксцентрично расположенным выступом хвостовика Приспособление для вырезания отверстий в шестернях Расточная головка Штангенциркуль для измерения диаметра трехперых разверток и зенкеров Индикаторное приспособление для точной установки оправо Индикаторное приспособление доя измерения отклонений цилиндрических поверхностей от заданного эталона Индикаторное приспособление для настройки резцов относительно горизонтальной оси станка Приспособление для настройки инструмента на заданный размер Индикаторное приспособление для размерной настройки резьбовых резцов Индикаторное приспособление для выверки деталей на токарном станке
Технология изготовления пружин
Как известно, существуют различные виды пружин, которые отличаются не только по конструкции, но еще и по способу взаимодействия с остальными механизмами в узлах. Так, например, пружины сжатия работают на сжатие, пружины растяжения — на растяжение, ну а пружины кручения, соответственно, на изгиб и скручивание. При этом данные виды пружин имеют витую форму, в отличии от той же тарельчатой пружины или от любого типа пружин-рессор. Само собой, технология изготовления пружин
витого типа будет отличаться от того как происходит
производство пружин
с другой конструкцией.
В целом, технология изготовления пружин
подразумевает под собой совокупность последовательного использования специальных технологических инструментов, например, станочного оборудования и каких-либо сырьевых материалов. При этом, само
производство пружин
может происходить за разное число этапов и с использованием различных способов, которые выбирает непосредственно сам завод-производитель, в зависимости от назначения конкретной пружины. Соответственно, технология меняется исходя из всех характеристик и конструкционных параметров у этого металлического изделия.
Пожалуй, наиболее распространенными в промышленности и быту считаются как раз таки витые виды пружин
, а именно, кручения, сжатия, растяжения. По этой причине нами сегодня будет рассмотрено, что представляет
технология изготовления пружин
из данной классификации. Вообще, наличие специальной навивки в конструкции позволяет подобным пружинам многократно воспринимать повторяющиеся нагрузки, проявляя высокую степень устойчивости к разным механическим воздействиям без потери своих характеристик, в числе которых имеются следующие физико-химические свойства:
- Коэффициент упругости
- Предел воспринимаемой нагрузки
- Усталостная прочность
Именно эти параметры влияют на продолжительность, а главное, на качество работы пружин. Собственно, для того, чтобы обеспечить данным изделиям максимально возможную долгосрочность эксплуатации, производство пружин
должно осуществляться из надежного сырьевого материала, посредством поэтапного применения разных технически процессов на специальном оборудовании. Как правило, навивка осуществляется оператором из стальной проволоки на токарных станках либо вручную, либо через автомат одним из двух основных способов: горячим методом или же холодным методом.
Холодная технология изготовления пружин
Производство пружин
холодным способом в Российской Федерации выполняют чуть чаще, нежели горячим, ввиду наиболее низкой себестоимости производства. Для таких работ не требуются дополнительные дорогостоящие станки, кроме навивочного. Собственно, такой метод предполагает использование оборудования, оснащенного двумя основными валиками, через которые и происходит навивка. Верхний из валиков позволяет регулировать натяжение, а также задавать направление завивки, используя для этого специально установленный винт. Сам процесс изготовления выполняется примерно так:
- Подготавливается специальная сталь для изготовления пружин (стальная проволока).
- Проволока просовывается через планку в суппорте.
- Ее конец прочно закрепляется на оправке при помощи зажима.
- Через верхний валик устанавливается необходимое натяжение.
- В зависимости от диаметра проволоки выбирается скорость вращения.
- Запускается в работу валик, наматывающий пружину.
- По мере достижения необходимого числа витков, проволока обрезается.
- В завершении деталь обрабатывается механически и термически.
Несмотря на то, что форма изготавливаемого изделия может быть как бочкообразной, так и цилиндрической, или даже конической, холодная технология изготовления пружин
не позволяет использовать
для изготовления пружин сталь
диаметром более 16 миллиметров. Механическая обработка проводится для устранения зазубрин, сколов или же любых других дефектов на поверхности метиза, полученных в результате предыдущего проката проволоки, либо во время непосредственного процесса навивки с целью обеспечения наиболее лучшего качества изделия и повышения срока его эксплуатации.
Кроме того, немаловажным этапом является последующая термическая обработка, за счет проведения которой заготовка сможет избавиться от всех полученных во время навивки внутренних напряжений. При этом сам метод обработки выбираю исходя из того, какая была использована сталь для изготовления пружин
. В некоторых случаях используют и отпуск и закалку, в некоторых, например, в бронзе, только лишь низкотемпературный отпуск. Так или иначе, каждый из данных процессов позволяет изделию достичь основных своих критериев, в числе которых состоит их великолепная упругость.
Горячая технология изготовления пружин
В отличии от холодного способа, горячее производство
пружин
подразумевает лишь изготовление изделий с диаметром от 10 миллиметров. То есть метизы меньших габаритов не получится сделать таким способом априори. Горячая
технология изготовления пружин
для создания заготовок требует проводить процедуру равномерного нагрева. При этом сам нагрев производится очень быстро на специальном станке. После чего разогретый до красна пруток необходимо просунуть через фиксирующую планку в навивочный станок и закрепить концы заготовки в зажимах и выполнять следующие этапы:
- Задать необходимое натяжение через верхний валик.
- Выбрать скорость вращения, в зависимости от диаметра.
- Включить станок, начав процесс навивки проволоки.
- По окончании работ снять цельную заготовку.
- Отправить изделие на термическую обработку.
- Максимально охладить спираль в масле.
- Провести механическую обработку поверхности.
- Нанести защитный антикоррозийный слой.
Обратите внимание, что горячая технология изготовления пружин
для экономичного расходования сырьевых материалов не предусматривает разрезание пружины по мере того, как будет достигнут необходимый размер изделия. Это значит, что навивка происходит сразу на всю длину заготовки, а уже потом от нее отрезают куски необходимой длины. Повторная термическая обработка изделия необходима для снятия внутреннего напряжения. Охлаждать заготовку в масле, а не в воде рекомендуется по причине того, что во время долгой закалки в воде горячая сталь может попросту пустить трещину.
Тем не менее, если технология изготовления пружин
требует проводить закалку как раз в воде, то необходимо соблюдать временной диапазон от 1 до 3 секунд, после чего так же опустить заготовку в масло. После этого пружину вынимают и очищают от масла. Далее уже идет аналогичный холодному методу навивки этап механической обработки изделия: заточка, шлифовка и другие технологические операции. Кроме того, для улучшения износостойкости изготовленных обеими способами пружин довольно часто производители применяют так же антикоррозионную обработку поверхностей изделия.
Станок для изготовления пружин

Интересное устройство придумал и изготовил мастер-самодельщик, это аппарат для гибки проволоки любой формы. Изготовление пружин одно из его возможностей. Этот станок способный сгибать проволоку 0,8 / 0,9 / 1 мм в любую 2D-форму.
Основная цель изготовления этого станка состояла в том, чтобы автоматизировать процесс гибки. Другие самодельные станки не очень точны, и их изгибы имеют довольно большой радиус.
Вторая задача состояла в том, чтобы сделать его как можно более простым с помощью общедоступных деталей и компонентов. Некоторые части станка напечатаны на 3D-принтере, а металлические детали можно приобрести в магазине.
Для чего нужен такой станок мастеру? Он увлекается изготовлением светодиодных фигур, снежинки, звездочки, цветы, и т.д. При их изготовлении нужны идентичные детали из проволоки, а этот станок облегчит их изготовление.
Давайте просмотрим небольшой ролик с примером работы аппарата.
Итак, для изготовления такого станка мастер использовал следующие
Инструменты и материалы: -3D детали (файлы для печати скачать можно здесь); -Крепеж; -Arduino UNO; -Плата расширения для Arduino UNO; -Шаговый драйвер A4988 -2 шт; -Шаговый двигатель NEMA17 -2 шт; -12В 3А блок питания; -Механизм подачи проволоки; -Стальная пружина 4×6 мм; -Подшипник 3x10x4 мм; -Подшипник 6x15x4 мм; -6 мм стальной стержень; -Стальной лист толщиной 2 мм; -Деревянная доска для основания 450×100 мм; -Отвертка; -Угольник;
Шаг первый: принцип работы Давайте разберем, как работает станок (справа налево). Держатель катушки — он удерживает катушку с проволокой для обработки машины. Выпрямитель — набор из 7 роликов, чтобы проволока была как можно ровнее. Работа с прямой проволокой имеет решающее значение. Вот почему два выпрямителя.


Протяжка — вы можете найти аналогичный механизм в вашем 3D-принтере. Набор зубчатых колес протягивает проволоку от катушки через ролики и проталкивает ее к гибочной головке. Механизм подачи должен иметь достаточный прижим проволоки, чтобы она не соскользнула. Подробнее об этом позже.
Сгибальщик — он сгибает проволоку в запрограммированную форму. Все это управляется одним Arduino UN со щитом с ЧПУ. На Arduino подается команда с компьютера и он переводит их в команды для шаговых двигателей.

Шаг второй: печать деталей Напечатать нужно следующие детали и в следующем количестве (во избежании путаницы, текст по оригиналу): Bender Tool Head Motor Frame Feeder Motor frame Bottom frame Wire guide Idler gear carriage Idler gear spacer Feeding gear spacer Bending plate (template) Straightener rollers (2x) Bed frame (2x) Top gears frame (2x) Roller (14x) Spool holder
Высота слоя при печати 0,15 мм. Заполнение 40%. Печать занимает 2 суток.

Шаг третий: сгибальщик К основанию мастер прикручивает две рамки. Важно установить обе рамки так, как это показано на чертеже.

Закрепляет на рамке шаговый двигатель. Закрепляет на валу двигателя головку.






Возьмите второй шаговый двигатель и установите его в раму двигателя. Пока не прикручивайте. Прижмите проставку механизма подачи к валу двигателя и установите механизм подачи.
Механизм подачи, который мастер использует, взят из сварочного аппарата MIG. У механизма есть два углубления на катушке. Один для провода 0,8 мм и один для провода 1 мм. В отличии от зубчатых колес (ранее мастер пытался подавать проволоку с помощью них) это механизм не оставляет на проволоке следов.
Устройство подачи и гибочное устройство соединены гибочной пластиной — металлической пластиной толщиной 2 мм с небольшой канавкой на задней стенке, которая подает проволоку прямо в центр гибочной головки для идеального изгиба. Для печати есть пластиковая гибочная пластина, которая отлично работает, но быстро изнашивается и требует частой замены. Можно использовать ее, а можно по ней изготовить металлическую пластину.
Дальше возьмите пластиковую часть проволочной направляющей и установите четыре гайки М3 в отверстия на ее задней стороне. Теперь привинтите гибочную пластину с помощью болтов M3x20. Поместите направляющую для проволоки в передней части рамы двигателя механизма подачи и закрепите ее на двигателе четырьмя болтами M3x12. Отрегулируйте положение гибочной пластины. Она должен быть точно в центре сгибающей головки.
Протяжка готова. Если у вас есть прямая проволока, вы можете использовать проволоку прямо сейчас. В противном случае нужен выпрямитель.
Шаг пятый: протяжка Проволока обычно поставляется в виде катушки. Чтобы согнуть проволоку, сначала нужно ее выпрямить. Выпрямитель состоит из 7 роликов (4 сверху и 3 снизу), которые можно прижимать друг к другу, чтобы обеспечить правильное натяжение проволоки. Это также предотвращает скручивание проволоки при изгибе.











Начните сборку с роликов роликов. Сначала нужно запрессовать подшипник 3x10x4 мм в пластиковый корпус ролика. Вставьте болт M3x12 с одной стороны и шайбу M3 с другой стороны ролика. Шайба предотвратит трение колеса о раму. Прикрутите все ролики к нижней и верхней раме. Соедините обе рамки. Зафиксируйте рамки двумя болтами M3x40.
Вы можете сэкономить немного денег на подшипниках для роликов. Напечатайте деталь Straightener_RollerNoBearing вместо Straightener_Roller. Но производительность будет немного хуже.
Чтобы добиться еще лучших результатов, используйте 2 выпрямителя подряд.
Шаг шестой: держатель катушки Держатель катушки — это простой цилиндр, который удерживает проволоку и позволяет ей разматываться с катушки. Прикрутите его к основанию с помощью четырех винтов 3×16.







Шаг седьмой: подключение Во-первых, проволоку для гибки необходимо подать на станок. Мастер использует латунную проволоку 0,8-1мм в форме катушки. Проволока идет от катушки через ролики. Просто просуньте проволоку между роликами. Затем она проходит через протяжку. Отрегулируйте положение механизма подачи так, чтобы желоб, находился на одном уровне с поверхностью проволочной направляющей. Нажмите на рычаг на промежуточной передаче и протолкните проволоку через механизм подачи до гибочной пластины. Отпустите рычаг и дайте прижаться к механизму подачи. Теперь вы можете прокрутить механизм подачи вручную, чтобы протолкнуть проволоку к гибочной головке. Аккуратно отрегулируйте натяжение на роликах, затянув болты. Ролики не должны вращаться свободно, но проволока должна двигаться плавно. Во-вторых, электроника контроллера также должна быть подключена. Мастер использует классический Arduino UNO с ЧПУ и двумя драйверами шагового двигателя A4988. Двигатель подачи соединен с осью Z, а двигатель изгибающей головки с осью X. Драйверы настроены на максимально возможную точность — все 3 перемычки под шаговыми драйверами вставлены. Все должно быть подключено к источнику питания 12В 3А.





После установки нужно подключиться к станку и проверить его работу нажимая кнопки Z +/- или X +/-. Теперь нужно провести калибровку: 10 mm = Z10 $102=34 $110=1600 $111=600 $112=1000 $120=500 $121=350 $122=350 Это набор значений, определяющих, как преобразовать число, указанное в коде, в движение двигателя. Например, если вы настроили перемещение оси Z на 30, это фактически означает, что он протолкнет 30 мм проволоки через устройство подачи. С калибровкой разобрались, теперь нужно установить гибочную головку в нулевое положение.
Движение гибочной головки определяется по общеизвестному фиксированному положению гибочной головки. В данном случае это положение, в котором изгибающий штифт на голове обращен влево. Смотрите фото.

Целесообразно отметить это нулевое положение на головке, чтобы иметь возможность вернуть её в то же положение. Для механизма подачи нет необходимости определять нулевую позицию, потому что он всегда перемещается относительно текущей позиции. Теперь разберем пример GCode. Он выглядит вот так: G91 G1 Z1 G90 G1 X2 G1 X-6
А здесь расписано для чего каждое значение: G91 — использовать относительные координаты (требуется перед любым перемещением по оси Z) G1 Z1 — подача 1 мм проволоки G90 — использовать абсолютные координаты (требуется перед любым перемещением по оси X) G1 X2 — повернуть гибочную головку в положение 2 (это число не имеет ед.) G1 X-6 — повернуть гибочную головку в положение -6 Если повторить шаги 100 раз, вы получите код изгиба пружины. Больше исходных файлов можно найти ниже. hex-inner.gcode hex-outer.gcode spring.gcode Станок готов. Но мастер будет еще работать над его усовершенствованием.
Весь процесс по изготовлению такого станка можно посмотреть на видео. Источник
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Сталь для изготовления пружин
Поскольку пружины зачастую используются для гашения каких-либо типов нагрузок, сталь для изготовления пружин
должна иметь очень высокие технические характеристики. В зависимости от предназначения итоговых изделий, для их создания могут использоваться самые различные марки стали. Однако, наиболее часто,
производство пружин
выполняется из углеродистой и высоколегированной стали. Как правило, заводы-изготовители используют такие марки, как 50ХФА, 50ХГФА, 55ХГР, 55С2, 60С2, 60С2А, 60С2Н2А, 65Г, 70СЗА, У12А, 70Г, а также ещё множество других стальных сплавов.
Среднеуглеродистые и высокоуглеродистые марки стали, а также низколегированные стальные сплавы, которые задействует любое производство пружин
, называются рессорно-пружинными. Зачастую,
сталь для изготовления пружин
обозначается еще как
пружинная сталь
. Стандартом для ее производства считают
ГОСТ 14959-79
, который предписывает все допуски и требования к техническим характеристикам. По госстандарту,
пружинная сталь
должна иметь очень качественную поверхность без наличия каких-либо дефектов, способных привести к частичному или же полному разрушению.
Дело в том, что при наличии, например, трещин на поверхности изделий, в процессе их эксплуатации при тяжелых различных тяжелых условиях, все усталостные явления будут концентрироваться как раз в наименее устойчивых дефектных местах. Именно поэтому вся пружинная сталь
до того, как началось непосредственное
производство пружин
, должна пройти процедуру проверки на соответствие установленным требованиям
ГОСТ 14959-79
. Кроме того,
сталь для изготовления пружин
должна иметь хорошую упругость и проявлять высокую устойчивость к агрессивным воздействиям.
Достичь этого помогает, во-первых, химический состав того или иного сплава, так как под конкретные рабочие условия подбирается конкретная сталь для изготовления пружин
. Во-вторых, противостоять напряжению и разрушению позволяют процесс закалки и отпуска изделий. Проведение данных технологических процессов подразумевает любая
технология изготовления пружин
, однако для каждой марки стали есть свои нюансы. В частности, этим нюансом является среда закаливания, в роли которой выступают масло или вода, а также еще и сама температура, при которой идет закаливание.
Собственно, температура при которой закаливается сталь для изготовления пружин
, варьируется в пределах от +800°С до +900°, в зависимости от конкретного сплава. А отпуск проводится уже при диапазоне от +300°С до +480°С. Это обусловлено тем, что именно при подобных температурах возможно достичь одного из самых важных параметров
пружинной стали
— наибольшего предела упругости стали. Твердость получаемой продукции равняется 35 — 45 единицам твердости по Шору, что равнозначно значению от 1300 до 1600 килограмм на один квадратный миллиметр поверхности.
Характеристики стали для изготовления пружин




Комментариев нет:
Отправить комментарий