
Скорость сварки
На качество получаемого при сварке шва оказывают влияние многие факторы.
Одним из них является скорость сварки. Эта характеристика представляет собой скорость, с которой электрод перемещается вдоль свариваемого шва. Ее влияние сказывается в тех режимах, при которых применяются электроды, то есть при ручной сварке и полуавтоматической.При выборе слишком большой скорости металл не успеет нагреться до нужной температуры и появится непровар. Это чревато хрупкостью шва и его недолговечностью. При слишком маленькой скорости сильное плавление металла приведет к образованию наплывов. Поэтому важно выбирать оптимальное значение.

Как осуществляется расчет скорости сварки
Скорость сварки находится в прямой зависимости от размера тока, поэтому вначале следует разобраться с ним. Расчет сварочного тока производится с помощью формул.
Существуют формулы, по которым скорость сварки рассчитывается в зависимости от значения силы тока. Она в свою очередь может быть рассчитана по формуле сварочного тока. Грамотно применив формулу расчета сварочного тока, можно найти его значение и выбрать оптимальную величину скорости сварки, которая зависит от различных характеристик.
Так, например, зная параметры наплавляемого металла и значение тока, можно применить такую формулу:

αн - это коэффициент наплавки;
γ - плотность металла электрода в г/см3;
Fн - площадь металла в см2.
Коэффициент наплавки αн зависит от характеристик электрода. Под площадью металла понимается площадь поперечного сечения свариваемого шва при условии однопроходного варианта или одного слоя, если осуществляется многослойное покрытие.
Для расчета этой характеристики необязательно применять формулу скорости сварки. Помочь могут нормативные документы, в которых содержатся рекомендации по выбору для каждого типа металла. При задаче как рассчитать скорость сварки можно ориентироваться не только на формулы, но и на указанные в них значения.
Влияние величины скорости на конфигурацию шва
С увеличением величины скорости сварки происходит уменьшение ширины шва. Глубина провара сначала имеет тенденцию увеличиваться, а потом начинается ее снижение.

Компенсация осуществляется увеличением значения силы тока. При высоком значении скорости сварки возможно образование подрезов свариваемого шва, причем с обеих сторон. Это объясняется прогревом, недостаточным для получения качественного шва.
При большой толщине металла имеет смысл сваривать его неширокими швами, обеспечив при этом высокую скорость. Медленная сварка может способствовать появлению в металле дефектов в виде пор.
Ручная сварка
Скорость ручной дуговой сварки выбирает сам сварщик, поэтому многое зависит от его квалификации. На его выбор влияют:
- свойства основного металла;
- характеристики используемого электрода;
- положение шва в пространстве.
Требование, которое предъявляется к результату выбора, - он должен гарантировать небольшое возвышение расплавленного металла, находящегося в сварочной ванне, над кромками основного. Также должен быть обеспечен плавный переход жидкого металла к основному без возникновения дефектов в виде наплывов и подрезов. Когда происходит сваривание высоколегированных сталей, то с целью недопущения перегрева сварку осуществляют с большой скоростью.
Этот параметр находится в зависимости от покрытия применяемых электродов. При использовании электродов, имеющих рутиловое покрытие, выбирается скорость сварки, находящаяся в диапазоне 6-12 м/ч, при электродах с целлюлозным покрытием - 14-22 м/ч.
Из таблицы скорости сварки при ручной дуговой сварке можно найти величину этого параметра в зависимости от толщины металлического материала.
Сварка полуавтоматом
Аппарат для сварки полуавтоматическим методом представляет собой устройство, в котором роль электрода выполняет проволока, подающаяся на место сварки автоматическим способом. При сварке полуавтоматом необходимо выставлять две скорости. Обе устанавливает сварщик. Первая из них - это скорость, с которой подается проволока. Правильный выбор обеспечит стабильное горение сварочной дуги.
Вторая - скорость сварки зависит от скорости, с которой перемещается горелка. Толстостенные соединения сваривают на высокой скорости с формированием узких швов. При высокой скорости необходимо следить, чтобы при выходе из зоны защиты газом не происходило окисления конца проволоки и поверхности металла. Так же, как и при ручной дуговой сварке, силу тока и скорость подачи электрода, в данном случае проволоки, сварщик должен выставить сам, руководствуясь своим опытом и квалификацией. Отталкиваться приходится в частности от типа сплавляемых металлов.
С помощью сварочного полуавтомата можно соединить две металлические детали быстро и качественно. Таким аппаратом имеется возможность сваривать металлы различной ширины. По сравнению с ручной сваркой полуавтомат имеет значительные преимущества.
Перед началом процесса необходимо рассчитать основные характеристики - ток, напряжение дуги и скорость сварки. Последний параметр можно рассчитать, зная выбранные силу тока и напряжение, поскольку скорость сварки полуавтоматом находится в зависимости от них.
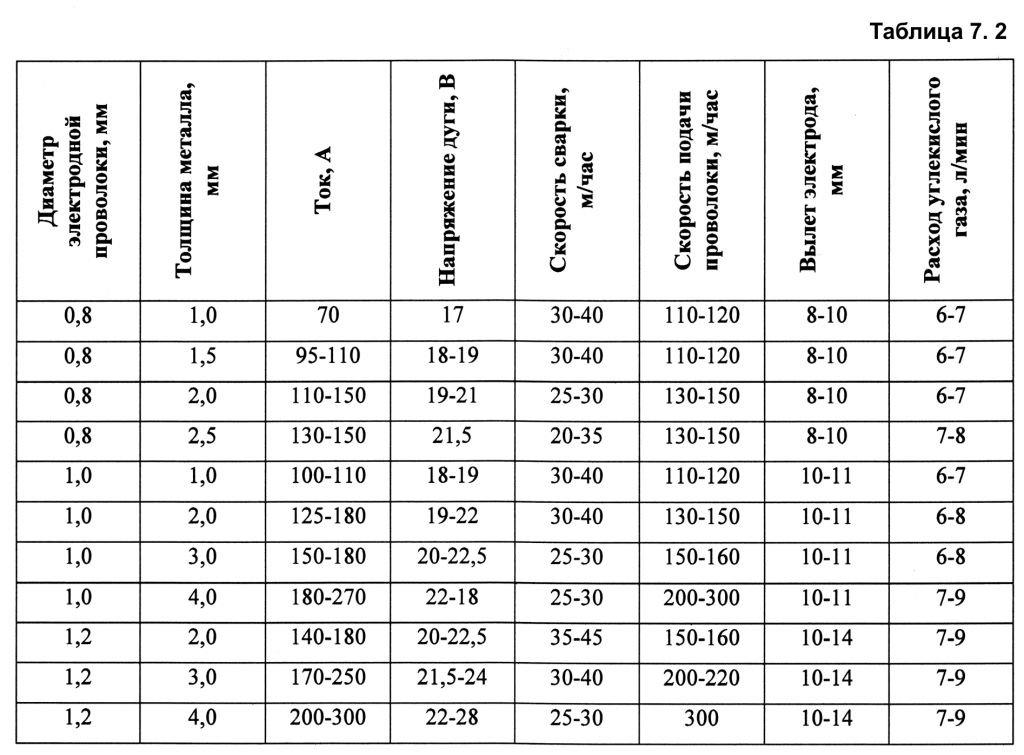
Ток и напряжение, в свою очередь, выбирают в соответствии с толщиной металла. Получается, что скорость сварки полуавтоматом находится в зависимости от толщины металла.
Сначала по формуле рассчитывается сила тока. Ее вычисляют в зависимости от диаметра электрода и плотности тока. Зная вычисленную силу тока и диаметр электрода по формуле можно определить значение напряжения сварочной дуги. После этого можно выбрать оптимальную скорость сварки.
Преимущества правильного выбора
Правильно выбранные параметры обеспечат получение качественного соединения металлов, которое может прослужить долгие годы. Применение готовых формул облегчает выбор параметров. Но это не освобождает от изучения ГОСТов и других нормативных материалов.
Опытный сварщик должен справиться при наличии нестандартной ситуации и внести свои коррективы. Правильный выбор характеристик при сварке, в частности, ее скорость, с которой ее будут осуществлять, позволит получить качественные и долговечные швы.





Комментариев нет:
Отправить комментарий